종합적인 검사 장치
종합적인 검사 장치

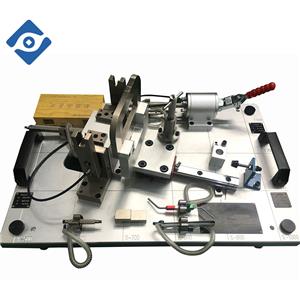
1. 베이스 플레이트 : 검사에 필요한 각종 부품을 적재하여 전체를 이동시킬 수 있습니다.
2. 측정 데이텀 부싱 : 3개의 측정 데이텀 부싱은 검사 지그가 가공된 후 검사를 위한 측정 데이텀으로 사용됩니다.
3. 지지대 : 지지대에 클램프(표시되지 않음)가 설치되어 부품을 고정하고 단단히 위치시킵니다.
4. 데이텀/위치 블록 : 확인된 부품을 정확하게 위치시킵니다.
5. 부품 : 테스트할 부품입니다.
6. 지지 컬럼: 핀과 부싱을 로드하고 위치를 지정합니다.
7. 볼트 핀 : 볼트 핀을 밀고 당기면 부품 원통형 외부 표면의 위치 오류를 감지할 수 있습니다.
8. 볼트 부싱 : 볼트 핀의 위치를 정확하게 잡아줍니다.
9. 측정블록 : 가동핀(11번)이 측정블록을 구동하여 검사합니다.
10. 측정좌석 : 측정블럭과 이동핀을 장착하고 위치를 잡는다.
11. 가동핀 : 가동핀을 작동시켜 부품 압력판 바닥면의 형상오차를 검출할 수 있음
검사 장치의 베이스 플레이트와 지지대는 알루미늄 합금으로 만들어졌으며, 볼트 핀은 담금질 및 템퍼링된 강철로 만들어졌으며 표면이 매끄럽고 깨끗합니다. 윤활 상태를 유지하려면 볼트에 그리스를 바르십시오.
고정물 확인 방법 사용
검사 장치를 작업대 위에 편평하게 놓고 검사 장치의 볼트 핀 7과 가동 핀 11을 재설정한 다음 지지대 3의 클램프를 엽니다.
부품을 가져와 부품의 전면 플랜지 블록을 데이텀 블록 4에 고정하고 지지대 3의 클램프로 누릅니다.
볼트 핀 7을 돌려서 볼트 7의 가이드 핀이 가이드 홈에 끼워지고 아래로 내려가도록 합니다. 볼트가 테스트된 커넥터에 성공적으로 삽입될 수 있으면 커넥터 위치가 적합하다는 것이 입증됩니다.
가동핀(11)을 왼쪽으로 밀면 가동핀이 아래쪽으로 이동됩니다. 동시에, 측정 블록(9)의 평면 방향을 따라 측정 블록(9)과 부품 누름판 사이의 위치 관계를 육안으로 관찰하십시오. 누름판 바닥의 모든 위치가 보이지 않으면 프로파일 공차의 프로파일 공차가 입증됩니다. 프레싱 플레이트 바닥이 자격을 갖추고 있습니다.
위의 모든 작업이 성공적으로 완료되면 파이프 어셈블리가 검증되고 점검이 완료된 것입니다.
검사 설비 적용
측정 시스템 분석(MSA)은 검사 장치가 파이프 조립품의 검사 요구 사항을 충족하고 작동 중 10초마다 하나의 공작물을 검사할 수 있음을 보여줍니다. 이는 파이프 조립체의 전체 검사 과정에 적용되며 검사 장치가 간단하고 작동이 안정적이며 사용 요구 사항을 완벽하게 충족한다는 것이 실습을 통해 입증되었습니다. 매 50,000개의 부품을 테스트하거나 반년 동안 사용한 후에는 포괄적인 치수 재테스트가 필요합니다.